


НвѕЪаКъвЕЛњаЕжЦдьгаЯоЙЋЫО
ЁЊЁЊ ЦЗжЪ ЁЄ ДДаТ ЁЄ ЗўЮё ЁЊЁЊ
ШЋЙњзЩбЏШШЯп AM:8:00-PM24:00
13861662437
НвѕЪаКъвЕЛњаЕжЦдьгаЯоЙЋЫО
ЁЊЁЊ ЦЗжЪ ЁЄ ДДаТ ЁЄ ЗўЮё ЁЊЁЊ
ШЋЙњзЩбЏШШЯп AM:8:00-PM24:00
13861662437
ВњЦЗжааФroducts Center

13861662437
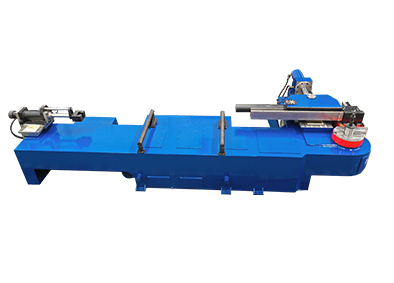

W27Y-168МђНщ
1ЃЎИХЪіМАЬиЕу
1ЁЂW27Y-168ЯЕСаЭфЙмЛњФмдкРфЬЌЯТЭфЧњИїжжН№ЪєЙмМўЁЃИУЯЕСаЭфЙмЛњХЄОиДѓЃЌИеадКУЃЌПЩППадИпЁЃ
2ЁЂЕМЯђзљгыжїДЋЖЏЭЗВПећЬхКИНгМгЙЄЃЌЪЙЛњДВОпгаНЯИпЕФИеадЁЃ3ЁЂЕМЯђбЙСЯЖЏзїВЩгУ100TгЭИзжБЖЅЃЌЪЙгЭИзЭЦСІзїгУдкЙмМўжааФЩЯЃЌИФЩЦЕМЯђВПЗжЕФЪмСІЧщПіЁЃЕїећФЃОпЪБжЛашбЁдёКЯЪЪбЙСІМДПЩЃЌМѕЩйЕїећФЃОпЕФРЭЖЏЧПЖШЁЃ
4ЁЂЕМЯђбЙСЯЖЏзїЕЅЖРгУвЛЬзвКбЙеОЧ§ЖЏМАПижЦЃЌБмУтдкЭфЙмЙ§ГЬжавђЯЕЭГбЙСІБфЛЏгАЯьЙмМўжЪСПЁЃ
5ЁЂИУЯЕСаЭфЙмЛњВЩгУШЋвКбЙЧ§ЖЏЃЌPLC+ДЅУўЦСПижЦЃЌИїЛњЙЙОљВЩгУГЩЪьОбщЩшМЦЃЌОпгаНсЙЙНєДеЃЌЙЄзїаЇТЪНЯИпЕШЬиЕуЁЃ
2ЃЎжївЊВПМўЕФНсЙЙгыдРэ
ИУЩшБИВЩгУРАЮЪНЭфЙмЃЌОпЬхЙЄвеЗНЗЈЪЧЃКНЋЭфЧњФЃЙЬЖЈдкзЊБлЖЈЮЛжсЩЯЃЌЭЈЙ§ЧАМаНЋЙмМўЙЬЖЈдкЭфЧњФЃЕФаЭЧЛФкЃЌВрЭЦЕМАхЃЈЙіТжЃЉбЙНєКѓдкЭфЧњЪБЦ№ЕМЯђзїгУЃЛзЊБлдкЭфЧњДЋЖЏгЭИзЕФЧ§ЖЏЯТЫГЪБеыЛђФцЪБеыЛизЊЃЌЙмМўОЭБЛВјШЦдкЭфЧњФЃЕФжмЮЇЃЌДгЖјЕУЕНЫљашЕФЭфЧњАыОЖЁЃ
ЭфЙмЛњжївЊВПМўгаЃКМаНєЛњЙЙЁЂбЙСЯЛњЙЙЁЂЃЈВрЭЦЛњЙЙЃЉЁЂЭфЧњжїДЋЖЏВПМўЁЂЫЋвКбЙЯЕЭГЁЂЕчЦјЯЕЭГЕШВПМўЃЛИЈжњВПМўгаЭаСЯМмЁЂЭфЧњНЧЖШПижЦЛњЙЙЕШВПМўЁЃЛњДВЕФжївЊММЪѕВЮЪ§МћИНБэ1ЁЃ
2ЃЎ1 МаНєЛњЙЙ
ЛњЙЙгЩзЊБлЁЂМаНєгЭИзЁЂЫФСЌИЫЛњЙЙЁЂдЫЖЏЛЌПщЁЂЧАМазљЁЂЙЬЖЈзљЕШзщГЩЁЃзЊБлЭЈЙ§ЫЋМќгыжїжсСЌНгЃЌВЂЭЈЙ§ЫЋМќгыЭфЧњФЃСЌНгЁЃдЫЖЏЛЌПщдкМаНєгЭИзЕФЧ§ЖЏЯТЭЈЙ§ЫФСЌИЫЛњЙЙЭъГЩЩ§НЕЖЏзїЃЌАВзАдкдЫЖЏЛЌПщЩЯЕФЧАМазљЮЊМаПщАВзАзљЃЌЭЈЙ§ЖЅИЫзїгУгкЙЬЖЈзљЩЯЃЌЭфЧњАыОЖЕїећЪБПЩЭЈЙ§ЫЩПЊНєЙЬТнЖЄвЦЖЏМаПщзљРДЪЕЯжЁЃ
зЊБлФкВрУцАВзААВШЋЕВАхЃЌШЗБЃзЊБлдкдЫЖЏЪБЛњДВЕФАВШЋадЁЃ
2ЃЎ2 бЙСЯЛњЙЙ
бЙСЯЛњЙЙгЩМаНєгЭИзЁЂЕМЯђМмЁЂдЫЖЏЛЌПщЁЂЙіТжзљЕШзщГЩЁЃЕМЯђМмгыДВЩэећЬхКИНгМгЙЄЃЌдкМаНєгЭИзЕФЧ§ЖЏЯТЃЌжБНгДјЖЏЛЌПщЧАКѓдЫЖЏЃЌЃЈШЁЯћСЊИЫЛњЙЙЃЉДгЖјЪЕЯжЛЌПщЕФНєЁЂЫЩЖЏзїЁЃЭфЧњАыОЖИФБфЪБЮоашЕїећбЙСЯЮЛжУЃЌбЙСЯСІДѓаЁЭЈЙ§ЕїећбЙСІЪжБњЪЕЯжЁЃ
2ЃЎ3 ЭфЧњжїДЋЖЏВПМў
ЭфЧњДЋЖЏВПМўгЩДВЩэЁЂЭфЧњгЭИзЁЂЗЕЛигЭИзЁЂжїжсЁЂСДТжЁЂСДЬѕЁЂЕШзщГЩЁЃЭфЧњЗЕЛигЭИзЭЈЙ§ЯњжсСЌНггкДВЩэФкВПЃЌгЩЭфЧњЁЂЗЕЛигЭИзДјЖЏСДТжЃЌБЃжЄзЊБлЕФЭфЧњгыПьЫйЗЕЛиЁЃ
ЭфЧњДЋЖЏВПМўгыМаНєЛњЙЙЁЂбЙСЯЛњЙЙЁЂвКбЙЯЕЭГгЭЯфЕШСЌНгЃЌЭфЧњНЧЖШЕФПижЦгЩЭфЧњНЧЖШМьВтзАжУ----БрТыЦїгыжїжсЭЌВНЪЕЯжЁЃ
2ЃЎ4 вКбЙЯЕЭГ
БОЛњДВгЭЯфВЩгУКИНгЪНШЋЗтБеНсЙЙЃЛгЭЯфАВзАгаПеЦјТЫЧхЦїЃЌЫќЗРжЙСЫЭтВПЛвГОНјШыгЭЯфЮлШОвКбЙгЭЃЛгЭЯфЩЯАВзАгагЭЮЛгЭЮТМЦЃЌПЩвдЪЙШЫУЧСЫНтгЭЯфФкгЭЮЛКЭгЭЮТЕФИпЕЭЃЌгЭЯфЩЯЛЙгаЗХгЭТнШћЁЃБОЛњвКбЙЖЏСІВЩгУБфСПжљШћБУЁЃжїДЋЖЏгыбЙСЯЗжБ№ВЩгУСНЬзЖРСЂЕФвКбЙЯЕЭГЁЃдкгЭБУНјгЭПкВЩгУЮќгЭЙ§ТЫЦїЁЃ
БОЛњдкДВЩэЯТВПгЭЯфФкВПАВзАгагЭБУЕчЛњзщЁЃ
2ЃЎ5 ЕчЦјЯЕЭГ
ЛњДВЕчдДВЩгУ3~380V/50HZЃЌвЊЧѓЕчдДБфЛЏЗЖЮЇдкЕчбЙЦЋВю±10%ЃЌЦЕТЪЦЋВюдк±2%жЎФкЁЃ
ЛњДВЕчЦјгЩЯТСаВПЗжзщГЩЃКВйзїЙёЁЂЧПЕчЙёЁЂзЊБлЯоЮЛЁЂНХЬЄПЊЙиМАДВЩэЕчЦјЕШзщГЩЃЌОпЬхЮЛжУВМжУМћИНЭМЁЃ
|
ађКХ |
УћГЦ |
Ъ§жЕ |
ЕЅЮЛ |
БИзЂ |
|
1 |
зюДѓЭфЧњСІОи |
360000 |
N*M |
|
|
2 |
зюДѓЭфЧњЙмОЖ×БкКё |
φ168×20 |
MM |
|
|
3 |
ЭфЧњЙмОЖЗЖЮЇ |
100-168 |
MM |
|
|
4 |
ЭфЧњАыОЖЗЖЮЇ |
200-600 |
MM |
|
|
5 |
зюДѓЭфЧњНЧЖШ |
195 |
° |
|
|
6 |
ЭфЧњЫйЖШЗЖЮЇ |
0-0.5ПЩЕї |
R/min |
|
|
7 |
ЗЕЛиЫйЖШ |
2.5 |
R/min |
|
|
8 |
ЭфЧњНЧЖШдЄЕї |
50 |
Иі |
|
|
9 |
ЙЄзїФмСІ |
φ168×20ЃЌR=3D |
|
ЮоаОЭфЧњ |
|
10 |
зюаЁЯрЖдЭфЧњАыОЖ |
2D |
|
|
|
11 |
жїЕчЛњаЭКХ |
22KW+7.5KW |
|
|
|
12 |
ЙЄзїбЙСІ |
20 |
Mpa |
|
|
13 |
ЛњДВжааФИп |
1400 |
MM |
|
|
14 |
ЛњДВЭтаЮГпДч |
8400×3300×1650 |
MM |
|
|
15 |
ЛњДВжиСП |
21000 |
Kg |
|
